Pump went back in the mill for some more work.

I pressed out the steel sleeve for the pressure regulator before hand, I had neglected to do it when I decked it last time.
It will eventually get replaced with a solid aluminum plug, press-fit with loctite 680.

Four holes milled, two in each endplate, 5mmIDx6mm deep. M6 fasteners being used.
Spacing and depth was chosen to clear the internal passageways and the tension bolts, so I don't have leaks.

Four more holes, 5mmIDx12mm deep, in the two spacer plates.
There's not enough wall thickness to easily place holes in the pumping chambers, they would either be ~3 thread engagement, or foul with the tension bolts that hold the pump together.

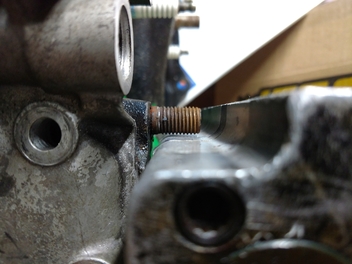
Final touch was boring the inlet holes out to 22mm to clean off most of the thread remnants.
22mm isn't quite 7/8, so there's a little bit of the thread major diameter still showing.
I didn't feel like going too much larger though, as I already weakened this area by milling off the fitting bosses.
Any gaps the thread remnants form on the flange bosses will be dealt with by using 518 sealant.

Speaking of the flange, here's the start of it.
First order of business, true up an offcut of 0.375" plate aluminum.

Sitting flat, fixtured, and ready to mill.

The bosses are 21.95mm OD, 2mm high, to give a tight but still "slip" fit to the pump, allowing positive location and hopefully negating the need for o-rings or seals.
The center through holes have a 16mm ID, chosen to be slightly larger than the -10AN fittings that are normally used with the pump.

Eight tight clearance holes for M6 fasteners done.

Outer profile machined.
If you look closely, I seem to have an unequal centering along the Y axis, which pushed this operation dangerously close to nipping the parallel bars on cutoff...
Near as I can tell, I must have fat fingered the stock size in CAM, since the work offsets were set with the probe to within a few thousandths.

I may actually have to remake this down the line, since the part seems to have pulled up slightly while running the finish passes on the bosses.
This wasn't noticed till after the whole program was completed, but it appears to be ~0.010" or so.
It still fits the pump, but the sealing might not be optimal.

Setting the pump with flange next to the engine (already on a sheet of aluminum plate), we just barely clear the lower PS/AC bracket stud on the front iron.
I won't be using that stud for a bracket in the final build, but it's a happy occurrence that it clears, since then I don't have to extract it till later on, and can continue using it for mounting the engine to the stand in the interim.
I used the flange as a tap guide, and threaded the 8 mounting holes. Didn't get a photo though.
I still need to get a bottoming tap or modify a plug tap, but for now I can at least bolt it down.
Next order of business is to tackle either the upper alternator bracket or the idler/tensioner for the belt.
The sump plate is going to wait, since that needs more consideration for the engine mounts, axle brace pickup, and other tie-in points.
The alternator brush holder will be getting yet more invasive modification to install a flying lead to the outside world, and that started as well.
I misplaced my hand drawn regulator schematic, so I'll have to find it again before I can go further on that.
























































































